
In 1988, we began to focus on the production and research and development of cables.
IOur products are already industry standards
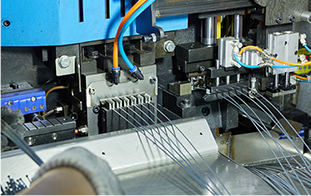
The company has introduced advanced equipment and production technology from Japan, Taiwan and other countries and strictly implements IATF16949 and ISO9001 quality management systems. Laying a solid foundation for the company to produce high-quality products





Our company always adheres to strict quality management and has established a complete ISO certified quality management system. From raw material procurement to product delivery, every process undergoes rigorous quality inspection to ensure that the products meet or exceed national standards and customer requirements. Additionally, we have also introduced advanced quality testing instruments to conduct comprehensive quality monitoring in a digitalized and intelligent manner, thereby ensuring the stability and reliability of product quality.
We have effectively reduced production costs through scientific management and rational planning. First, we emphasize procurement management of raw materials, reducing procurement costs by centralized purchasing and long-term strategic cooperation. Secondly, we optimize production processes, minimizing waste and losses during production, thereby lowering manufacturing costs. Additionally, we have also reduced production costs by introducing advanced production technologies and equipment to improve production efficiency.





In terms of market competitiveness, our company's products have won the trust and recognition of a wide range of customers due to their high quality and excellent after-sales service. We prioritize customers, gain in-depth understanding of their needs, continuously optimize product design and production processes, and enhance the added value of our products. Additionally, we have established a comprehensive after-sales service system, resolving customers' concerns through timely technical support and solutions, thus improving customer satisfaction.
We firmly believe that these advantages will play an even more critical role in our company's continued growth and market competition. We will continue to strive to improve our production and manufacturing capabilities, providing customers with higher quality products and services, and achieving our company's sustainability goals.
ANTFIL has excellent storage facilities and advanced warehouse management systems. It introduces new technologies such as automated product classification and product tracking. It can query and store information in storage at any time and anywhere, collect and transmit data to the data center in real time, and greatly improve work efficiency. In addition, the warehousing service team is on standby 24 hours a day, starts an emergency plan, and handles incidents that the customer feedbacks in a timely manner.



ANTFIL logistics system through the order life cycle management, node monitoring, to achieve full visualization, and integration of long-distance trunk transport and short-distance distribution business, support for a variety of forms of distribution, to achieve the maximum optimization of distribution, saving distribution costs.
The logistics of ANTFIL has such conditions as storage automation, loading and unloading mechanization, packaging standardization, transportation network and information management. It pays attention to accurately transfer the dynamic information of goods to customers, so that customers can track the whole delivery process.


